

- Тпз — это… что такое тпз? — значение слова
- Второй тулпатронзавод и самовары. секрет производства
- Выпуск самоваров в туле. перекуем сервизы на патроны, а патроны на самовары.
- Годы работы в составе различных трестов отражались в названии завода. и клеймах, которые дошли до наших дней:
- Как расшифровывается тпз? значения аббревиатур и сокращений на сайте
- Первый патронный завод царского периода в туле
- Состав технической нормы времени.
- Тульский патронный завод и его сателлиты
Тпз — это… что такое тпз? — значение слова
Используя теоретические предпосылки и технические знания, которые пока что находятся вне пределов ваших рудиментарных мыслительных способностей — так что я не стану делать попыток все это растолковать, — я построил мой ТПЗ для того, чтобы слышать голоса, звучавшие в прошлом, и усиливать их до такой степени, чтобы их можно было записать.
И при этом он не погиб от электрического разряда, хотя аппарат, названный им ТПЗ, находившийся рядом, весь деформировался и оплавился, словно через него прошел электрический разряд невероятной мощи.
Гильзы к патронам ШКАС изготавливались как из латуни, так и из биметалла (сталь, плакированная томпаком), а впоследствии только из биметалла (на ТПЗ начиная с 1935-36 гг., на ППЗ – с 1938 г.)
Второй тулпатронзавод и самовары. секрет производства
В 1919 году было решено возродить самоварное производство в стране. Первого января 1919 года обсуждался вопрос о судьбе крупных самоварных фабрик. Было решено оставшиеся в живых фабрики наследников В. С. Баташева, братьев Баташевых, братьев Шемариных, Тейле (быв. Н. И. Баташева) национализировать.
Новому заводу, собранному из осколков старых, было решено дать совершенно «оригинальное», однако полностью повторявшее старое название — Тульский патронный завод. С какой это стати 4 сугубо заточенных под самовары завода объединились под ничего не говорящим именем – Тульский патронный завод? Может быть, под этим именем история предприятий всё-таки о чём-то умолчала.
Существует легенда, что внутренние трубы для самоваров (иначе называемых «кувшин») полностью соответствуют калибру военных патронов. Действительно, кувшины самоваров имеют два диаметра — к верху труба сужается и очень похожа на патрон. Благодаря сужению происходит тяга.
Итак, 11 января 1919 года бывшие самоварные фабрики были переданы Тульскому патронному заводу — госпредприятию, созданному на базе завода Баташевых. По заказу государства этот завод пытался производить самовары.
Выпуск самоваров в туле. перекуем сервизы на патроны, а патроны на самовары.
Так как созданный в 1919г ТПЗ по сути оставался знаменитым в царское время заводом В.С. Баташева, получилось так, что все самовары делали мастера дореволюционной эпохи. Поэтому все самовары ТПЗ выглядят точно так же, как и до революции самовары Баташева Василия Степановича.
НЭП — новая экономическая политика — был введен в 1921г. У артелей появилась возможность работать не за скудную пайку, а совершенно легально оставлять себе часть прибыли. В условиях товарного дефицита это привело к небывалому расцвету производства всего, и самоваростроения в период НЭПа — в частности.
В последующий период индустриализации Тульский патронный завод продолжал успешно выпускать самовары. Более того. Начиная с 1934 года всё самоварное производство в Туле было сосредоточено на Патронном заводе.
Тульский патронный завод пережил время НЭПа – он проработал до 1943 года. В 1943г завод ТПЗ был разделен на два производства : самовары стал производить завод ШТАМП, а оружие — завод ТПЗ. Примечательно, что 1943 год — это ещё самая середина Великой Отечественной войны.
Как считал Маяковский, тип «переходной» эпохи удался. В те времена люди были воодушевлены идеей нового строя, развития нового общества и поэтому все делали на совесть. Самовары этого периода тому пример.
Годы работы в составе различных трестов отражались в названии завода. и клеймах, которые дошли до наших дней:
- Н.К.Т.П Тульский краснознамённый патронный СССР. Военно-промышленного управления при Президиуме ВСНХ СССР (1926 — 1928).
- Н.К.Т.П Тульский краснознамённый патронный СССР
- Т.П.З. производство Тул.патрон.завод
- Патронно-трубочный трест (Паттрубтрест) Главного военно-промышленного управления ВСНХ СССР. 1926 – 1930.
- Всесоюзное объединение патронно-трубочного и взрывательного производств (Патрубвзрыв, Патрубвзрывобъединение) Главного военно-мобилизационного управления Наркомтяжпрома СССР. 1930 – 1934 гг. мобилизационно-планового управления ВСНХ СССР (1930 – 1932 гг.)
- Всесоюзный патронно-гильзовый Главного
военно-мобилизационного управления Наркомтяжпрома СССР (1932-1934 гг.)
- ТПТ тул.патрон.зав –
1935-1943 гг.
- Т.П.З. производство Тул.патрон.зав
Как расшифровывается тпз? значения аббревиатур и сокращений на сайте
Если представленная расшифровка аббревиатуры тпз недостаточна, Вы можете обратиться к ресурсам:
Первый патронный завод царского периода в туле
Свою историю Тульский патронный завод N 1 ведёт с 1880 года, когда 17 мая императором Александром II было утверждено положение Военного совета об устройстве в Туле патронного производства с привлечением частного капитала. Завод был сугубо военного назначения.
Состав технической нормы времени.
<?php echo 'Адрес этой страницы’ ?>
Оглавление книгиПредыдущаяСледующая
Техническая норма
времени на выполнение токарной операции складывается из подготовительно-заключительного времени на партию деталей и штучного
времени на изготовление одной детали.
Подготовительно —
заключительным Тпз называется время, затрачиваемое рабочим на
ознакомление с чертежом; подготовку рабочего места; наладку станка,
инструментов, приспособлений для изготовления партии деталей; снятие
инструментов и приспособлений; сдачу работы отделу технического
контроля. Подготовительно-заключительное время относится ко всей
партии деталей и не зависит от количества деталей в партии.
Штучное время Тшт состоит из основного (технологического) времени, вспомогательного
времени, времени технического обслуживания рабочего места, времени
организационного обслуживания рабочего места, времени перерывов на
отдых и личные надобности Тп.
Основным Тосн
называется время, на протяжении которого происходит резание. Оно
может быть машинным, если вращение заготовки и подача инструмента
осуществляются станком, машинно ручным, если вращение
осуществляется станком, а подача инструмента ручная, и ручным.
Вспомогательным
Твсп называется время, затрачиваемое на выполнение действий,
обеспечивающих выполнение основной работы и повторяющихся при
обработке каждой’ заготовки (установка заготовки, снятие детали,
управление станком, перестановка инструмента, измерение и т. д.).
Сумма основного и
вспомогательного времени образует оперативно время Топ.
Время технического
обслуживания рабочего места Тто — это время, затрачиваемое на
замену затупившегося инструмента или поворот неперетачиваемой
пластины другой гранью, регулировку и очистку станка в процессе
работы.
Время
организационного обслуживания рабочего места Тоо— время,
расходуемое на раскладку и уборку инструмента в начале и конце смены,
на смазку и чистку станка. Сумма времени технического и
организационного обслуживания рабочего места составляет время
обслуживания рабочего места Тобсл.
Оперативное время и его составляющие исчисляются в минутах, а время обслуживания и
время перерывов на отдых и личные надобности — в процентах от
оперативного времени.
Основное
(машинное) время при токарной обработке рассчитывается по формуле
Тосн = L*i/S*n,
мин,
где S —
подача инструмента, мм/об; n — число оборотов шпинделя в
минуту; L — расчетная длина обработки, мм; i — число
проходов.
Расчетная длина
обработки определяется по формуле
L=l y, мм,
где l —
длина обрабатываемой поверхности в направлении подачи, мм; y —
величина врезания и перебега инструмента, мм.
Вспомогательное
время подсчитывается по формуле
Твсп — Тву
Твп, мин,
где Тву —
вспомогательное время на установку, крепление заготовки и снятие
детали, мин; Твп—вспомогательное время, связанное с переходом,
мин. Вспомогательное время зависит от способа установки и крепления
заготовки, ее массы и выбирается по таблицам справочника по
техническому нормированию.
Время на
обслуживание рабочего места и время перерывов на отдых и личные
надобности (Тобсл Тп) в зависимости от типа станка приведено в табл.
38.
Норма штучного
времени определяется по формуле
Тшт = Тосн Твсп
Тобсп Тп) МИН.
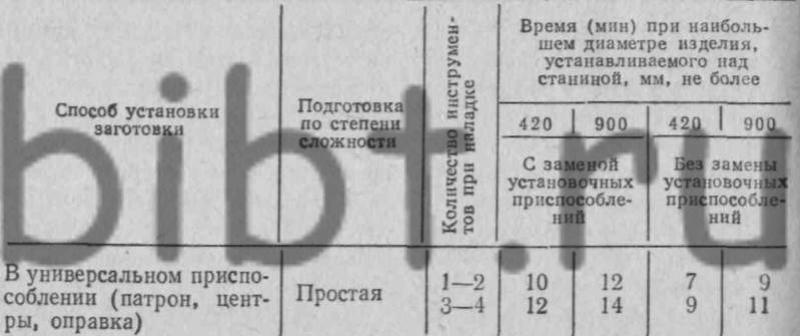
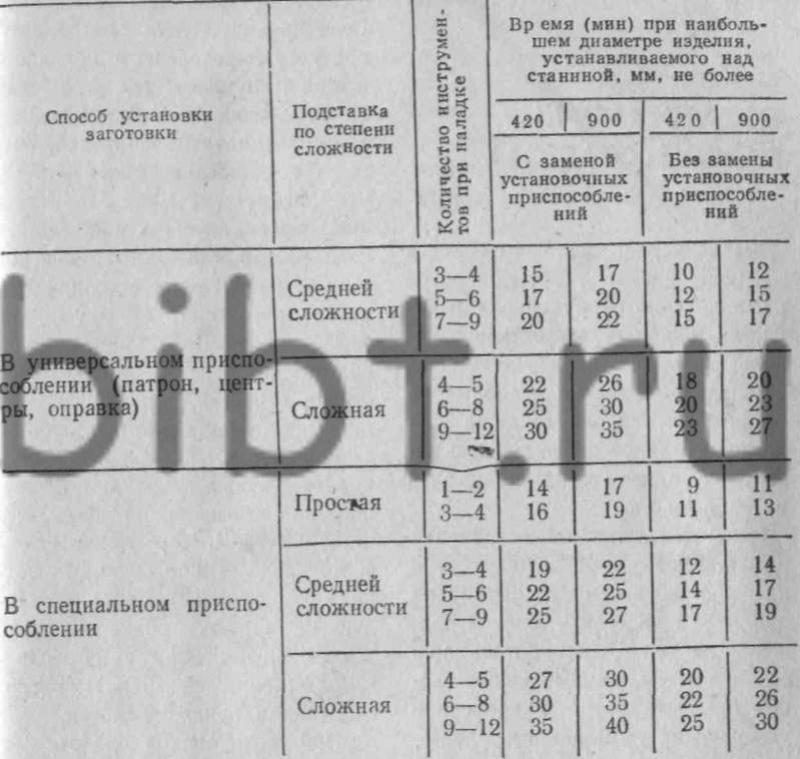
Норма времени на
обработку партии одинаковых заготовок рассчитывается по формуле
Т парт = Т шт •
m Tпз, МИН,
где Тшт —
норма штучного времени, мин; Тпэ — норма
подготовительно-заключительного времени на партию, мин (см. табл.
39); m -число деталей в партии.
Техническую норму
времени на изготовление одной детали определяют по формуле
Tвр = Тшт Тпз/m,
мин
Таблица 38 Нормы времени на
обслуживание рабочего места и личные надобности
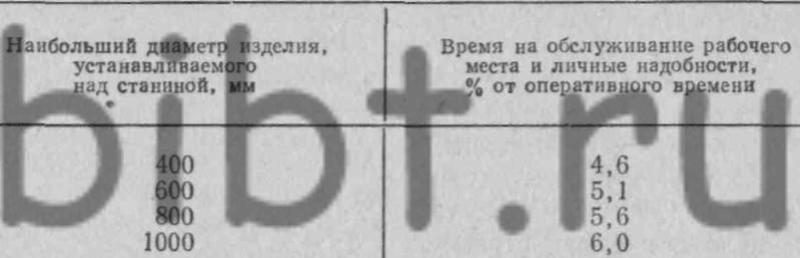
Таблица 39 Нормы
подготовительно-заключительного времени
Тульский патронный завод и его сателлиты
Тульский патронный завод, бывшая фабрика наследников В. С. Баташова. Основана -1919. Закрыта -1943.
Эти сухие цифры повествуют, быть может, о самых драматичных событиях. За это время Тресты и объединения патронно-трубочных и взрывчатых производств пережили начало, расцвет и ликвидацию нэпа, индустриализацию и начало Великой Отечественной войны.

