

- Основные функции асутп
- Автоматическая идентификация объектов учёта на производстве при помощи rfid оборудования и программного обеспечения wonderfid
- Выбор параметров управления
- Гост р 59390-2021 автоматизированные системы управления технологическими процессами атомных станций. термины и определения от 11 марта 2021 —
- Надежность систем управления
- Режимы работы асутп
- Системы scada
- Состав плк
- Техническое обеспечение систем управления.
- Выводы
Основные функции асутп
Информационная подсистема (компьютер). Предназначена для представления технологическому персоналу оперативной, достоверной, разносторонней, подробной, обработанной соответствующим образом информации о настоящем, будущем и прошлом технологического объекта управления.
Она выполняет перечисленные ниже функции.Сбор и первичная обработка информации. Эта функция состоит из ряда операций.1. Первой является опрос датчиков, подключенных к контроллеру и чтение данных с контроллера с заданной частотой. Частота опроса определяется ресурсами ЭВМ и контроллера.
На современном оборудовании она колеблется от долей секунды до нескольких секунд. При этом параметру присваивается измеренное значение до следующего обращения к датчику.2. Операции фильтрации и прогнозирования технологических параметров состоят в получении наиболее правдоподобных настоящих и будущих (прогнозируемых) значений параметров по результатам измерений.
При фильтрации отбрасывают явно неистинные значения параметров, возникающие при сбое измерительной системы, и на это время присваивают расчетное значение параметра, исходя из зависимостей процесса. Для реализации этого необходима соответствующая система уравнений расчета параметров.
По этим же уравнениям можно рассчитывать прогнозируемые значения параметров, т.е. те значения, которые могут быть достигнуты через заданное время. Необходимость в получении прогнозируемых значений возникает в случае критических аварийных ситуаций.3.
Операция усреднения параметров за заданные промежутки времени (час, смену, сутки), например, определение средней температуры за час или показателя качества продукции за смену.4. Операция расчета действительных значений параметров по информации от чувствительных элементов с учетом их характеристик и введением поправок на состояние контролируемых сред.5.
Операция интегрирования параметров – вычисления суммарного количества вещества, например расхода сырья, топлива, выработанной продукции за некоторый промежуток времени. А также расчет количества продуктов в емкостях, резервуарах по значениям уровня и с учетом текущих значений параметров продуктов.
Расчет технико-экономических показателей (ТЭП). К ТЭП процесса относятся величины, комплексно характеризующие технологический объект управления в данный момент или за определенный интервал времени: выработка основных и побочных продуктов; расходы всех видов сырья, топлива, электроэнергии, пара, воздуха, воды, вспомогательных материалов и т.п.; удельные расходы этих же потоков на 1 т вырабатываемого основного товарного продукта; производительность технологического объекта по сырью и основному продукту; технологическая себестоимость 1 т основного товарного продукта.
ТЭП процесса необходимы как для управления технологическим объектом, так и для учета и отчетности. Периодичность их расчетов определяется особенностями технологического объекта. Как правило, их считают за час, смену, сутки, декаду и месяц.К этой же функции относится решение задач по сведению материального и теплового балансов процесса.
Нарушение любого из них свидетельствует об изменении технологического режима.Контроль за состоянием технологического объекта управления. По этой функции решается несколько задач. Основной является обнаружение отклонений текущих значений параметров за технологические и аварийные диапазоны.
Нахождение параметров в пределах технологических диапазонов гарантирует нормальное протекание процесса и выпуск кондиционных продуктов. Если по какой-либо причине текущее значение параметра оказалось за пределами технологического диапазона, то фиксируется «выбег», появляется звуковая и световая сигнализация о нем для привлечения внимания оператора, а также осуществляется его регистрация.
Оператор в случае необходимости может осуществить индикацию любого параметра или показателя на данный момент времени или усредненного за определенный промежуток времени. При аварийном «выбеге», кроме всего перечисленного, должны сработать системы защиты и блокировки.
Следующей по важности задачей является контроль за состоянием оборудования, учет его пробега и определение сроков ремонта. Эта задача охватывает оборудование, имеющее электрические приводы, — насосы, компрессоры, вентиляторы и т.п. Сигнал о включении двигателя в работу автоматически поступает в ЭВМ одновременно с нажатием пусковой кнопки двигателя.
Далее подсчитывается длительность работы (пробега) оборудования. Расчет сроков ремонтов осуществляется путем сравнения действительного пробега оборудования после последнего ремонта (текущего, среднего, капитального) с нормативными данными о величине пробега.
На основании этого сравнения составляется и печатается график ремонтов на определенный период с указанием даты ремонта. Кроме того, печатается учетная информация о пробеге оборудования с начала месяца, межремонтных пробегах и др.Управляющая подсистема (контроллер).
Она предназначена для выработки и реализации управляющих воздействий на технологический объект. Эта подсистема выполняет следующие функции.Регулирование отдельных технологических параметров. Вычислительная техника с ее огромными возможностями может реализовать любой по сложности закон регулирования.
Больше того, она может сама подобрать закон, наиболее полно подходящий для данного технологического объекта, и рассчитать оптимальные настроечные коэффициенты. Например, микропроцессорный регулирующий контроллер «Ремиконт» способен реализовывать многоканальное, многосвязанное, каскадное, супервизорное, программное регулирование.
«Ремиконт» располагает библиотекой программ, заложенных в постоянную память, включающей до 25 алгоритмов управления, и имеет 64 канала управления.Программно-логическое управление состоит в том, что по командам вычислительной техники осуществляется открытие и закрытие трубопроводов, включение и отключение аппаратов, насосов и компрессоров.
При пуске и останове технологического объекта такое управление может осуществляться по жесткой временной программе, а при переводе технологического объекта с одного режима на другой или при возникновении какого-либо нежелательного события — по достижении некоего параметра заданного критического значения.
Для осуществления программно-логического управления используется, к примеру, микропроцессорный контроллер «Ломиконт». Однако чаще данная функция возлагается на ЭВМ и решается при этом на программном уровне. Это резко упрощает систему управления, делает ее более надежной и дешевой.
Автоматическая идентификация объектов учёта на производстве при помощи rfid оборудования и программного обеспечения wonderfid
Одна из статей затрат – это внедрение специальных меток для распознавания станков или других машин. Технология заключается в радиочастотном опознании. Полное название – Radio Frequency IDentification. Ее применяют не только на производстве. Она активно задействована в сфере транспорта.
Например, по ней работают чипы в картах для бесконтактной оплаты проезда в метро или автобусах. Еще одна область – заграничные паспорта нового поколения, которые по желанию получателя выдаются в Российской Федерации с 2009 года. В последнее время этот метод набирает популярность и занимает существенную долю рынка.
Метка RFID состоит из нескольких элементов, которые обеспечивают ее функционирование. К ним относятся:
- микросхема, которая содержит всю необходимую информацию;
- антенна – она является передатчиком данных;
- оболочки, – в нее заключаются вышеуказанные компоненты;
- корпус – служит для крепления к объектам.
Сканирование осуществляется при помощи специальных приборов – считывателей. Кроме того, эти устройства ведут запись и выполняют особые команды. К примеру, удаление для обеспечения конфиденциальности.
Существует несколько разновидностей конструкций. Самая распространенная – это дисковая. Она изготавливается из пластика. В центре расположено отверстие для крепления посредством винта.
Распространены также варианты в форме стеклянной или пластиковой колбы. Такие применяются в ветеринарии – вводятся под шкуру животных. Кроме того, на рынке представлены решения для работы в ситуациях, где нужна устойчивость к механическим повреждениям.
Описанная технология широко применяется на производстве в различных областях. С ее помощью происходит идентификация запасов на складе. Владелец предприятия может отслеживать количество товаров, потери. К тому же это помогает автоматизировать процесс менеджмента.
Если речь идет о производстве, то с помощью RFID оборудования ведется мониторинг количество инструмента, произведенной продукции и персонала..
Печать этикеток – сложный технологический процесс. Для его проведения задействуется специализированное ПО. Одна из распространенных программ – это Wonderfid. В ней задействована запатентованная технология. В отличие от аналогов пользователь может одновременно печатать и кодировать метки на специальных принтерах.
Выбор параметров управления
Система управления должна обеспечить достижение цели управления за счет заданной точности поддержания технологических регламентов в любых условиях производства при соблюдении надежной безаварийной работы оборудования и требований взрыво- и пожаробезопасности.
Главной задачей при разработке системы управления является выбор параметров, участвующих в управлении, т.е. тех параметров, которые необходимо регулировать, контролировать и анализировать и по значениям которых можно определить предаварийное состояние технологического объекта.
Выбор регулируемых величин и каналов внесения регулирующих воздействий. На этом этапе из многих параметров, характеризующих процесс, необходимо выбрать те, которые подлежат регулированию и изменением которых целесообразно вносить регулирующие воздействия.
Выбор контролируемых величин. Контролю подлежат те параметры, по значениям которых осуществляется оперативное управление технологическим процессом, а также его пуск и останов. К таким параметрам относятся все режимные и выходные параметры, а также входные параметры, при изменении которых в объект будут поступать возмущения.
Выбор сигнализируемых величин. К выбору параметров сигнализации приступают после анализа технологического объекта в отношении его взрыво- и пожароопасности, токсичности и агрессивности перерабатываемых веществ, возможных аварий и несчастных случаев.
Аварийной (при необходимости и предаварийной) сигнализации подлежат параметры, предельные значения которых могут привести к указанным ниже последствиям: взрыву и пожару; несчастным случаям; аварии; выводу из строя оборудования; существенному нарушению технологического режима; выпуску некондиционной продукции и браку.
Также сигнализации подлежит изменение количественных и качественных характеристик целевых продуктов, а также не предусмотренная технологическим регламентом остановка отдельных агрегатов.Выбор параметров и способов защиты. Оперативный технологический персонал при оповещении его устройствами сигнализации о нежелательных событиях должен принять соответствующие меры по их ликвидации.
Если эти меры окажутся неэффективными и параметр, характеризующий состояние технологического объекта, достигнет аварийного значения, должны сработать системы противоаварийной защиты (ПАЗ), которые автоматически по заданной программе перераспределяют материальные и энергетические потоки, включают и отключают аппараты объекта с целью предотвращения взрыва, аварии, несчастного случая, выпуска большого количества брака.
При этом технологический объект должен быть переведен в безопасное состояние, вплоть до его остановки. Возврат в рабочее состояние осуществляется технологическим персоналом.Выбор средств автоматизации. Автоматические устройства и средства вычислительной техники, реализующие функции управления, должны выбираться с учетом сложности объекта и его пожаро- и взрывоопасности, агрессивности и токсичности окружающей среды, вида измеряемых технологических параметров и физико-химических свойств среды, дальности передачи сигналов от датчиков и исполнительных устройств до пунктов управления, требуемой точности и быстродействия, допустимой погрешности измерительных систем, места установки устройства, требований правил установки электрооборудования.
Гост р 59390-2021 автоматизированные системы управления технологическими процессами атомных станций. термины и определения от 11 марта 2021 —
ГОСТ Р 59390-2021
ОКС 27.120.20
Дата введения 2021-12-01
1 РАЗРАБОТАН Акционерным обществом «Русатом Автоматизированные системы управления» (АО «РАСУ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 «Атомная техника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 марта 2021 г. N 134-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правилаприменениянастоящегостандартаустановленыв статье 26 Федерального закона от 29 июня 2022 г. N 162-ФЗ «О стандартизации в Российской Федерации«.Информацияобизмененияхкнастоящемустандартупубликуетсявежегодном(посостояниюна1январятекущегогода)информационномуказателе«Национальныестандарты«,аофициальныйтекстизмененийипоправок—вежемесячноминформационномуказателе«Национальныестандарты«.Вслучаепересмотра(замены)илиотменынастоящегостандартасоответствующееуведомлениебудетопубликовановближайшемвыпускеежемесячногоинформационногоуказателя«Национальныестандарты«.Соответствующаяинформация,уведомлениеитекстыразмещаютсятакжевинформационнойсистемеобщегопользования—наофициальномсайтеФедеральногоагентствапотехническомурегулированиюиметрологиивсетиИнтернет(www.gost.ru)
Настоящий стандарт распространяется на автоматизированные системы управления технологическими процессами атомных станций. Установленные в настоящем стандарте термины расположены в систематизированном порядке.
Для некоторых понятий установлены термины-синонимы, набранные полужирным шрифтом и следующие после основного термина через точку с запятой.
Приведенные определения можно, при необходимости, изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
Для отдельных стандартизованных терминов приведены в качестве справочных краткие формы (аббревиатуры), которые разрешается применять в случаях, исключающих возможность их различного толкования.
В стандарте приведены англоязычные (en) эквиваленты для стандартизованных терминов.
Стандартизованные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой, — светлым.
В стандарте приведены алфавитные указатели терминов на русском языке и их эквивалентов на английском.
1.1 Настоящий стандарт устанавливает терминологию, относящуюся к таким понятиям, как система, процесс, модель, жизненный цикл и его типовые процессы, а также к проектной и конструкторской деятельности, архитектуре и функционированию систем контроля и управления (СКУ), участию человека при проектировании автоматизированных систем управления технологическими процессами.
1.2 Термины, установленные настоящим стандартом, предназначены для применения во всех видах документации и литературы (по данной научно-технической отрасли), входящих в сферу работ по стандартизации и (или) использующих результаты этих работ.
1.3 Стандарт носит обязательный характер для применения при составлении нормативных документов, стандартов организаций и технической документации в области создания автоматизированных систем, а также в деловой переписке между организациями при проектировании и эксплуатации автоматизированных систем управления технологическими процессами.
1
________________
* Поз. [1]-[7] см. раздел Библиография, здесь и далее по тексту. — Примечание изготовителя базы данных.
2
3
автоматизированная система; АС: Система, состоящая из персонала и комплекса средств автоматизации его деятельности, реализующая информационную технологию выполнения установленных функций. Примечания 1 В зависимости от вида деятельности выделяют, например, следующие виды АС: автоматизированные системы управления (АСУ), системы автоматизированного проектирования (САПР), автоматизированные системы научных исследований (АСНИ) и др. 2 В зависимости от вида управляемого объекта (процесса) АСУ делят, например, на АСУ технологическими процессами (АСУ ТП), АСУ предприятиями (АСУП) и т.д. [ГОСТ 34.003-90, статья 1.1] | automated system; AS |
4
архитектура СКУ: Организационная структура СКУ станции, которые являются важными для безопасности. Примечания 1 См. также термины: «архитектура СКУ», «СКУ». 2 Организационная структура определяет, главным образом, основные функции, класс и границы каждой системы, взаимосвязь и независимость систем, приоритетность и голосование между одновременно действующими сигналами, ЧМИ. 3 В этом стандарте термин определяет только часть общей архитектуры СКУ станции. Позднее включаются также неклассифицируемые системы и оборудование. 4 Для простоты использования термин «общая архитектура СКУ» используется как краткая форма термина «общая архитектура СКУ, важных для безопасности». [ГОСТ Р МЭК 61513-2020, пункт 3.27] | l&C architecture |
5
базовая конфигурация: Информация, которая позволяет проверяемым и систематическим путем воссоздать версию программного обеспечения, включая все исходные коды, данные, файлы времени выполнения, документацию, конфигурационные файлы и скрипты для установки, которые включают в себя версию программного обеспечения, информацию о компиляторах, операционных системах и средствах разработки, используемых для создания версии программного обеспечения. [ГОСТ Р МЭК 61508-4-2022, статья 3.7.4] | configuration baseline |
6
7
8
9
10
11
12
13
14
15
16
19
Надежность систем управления
Показатели надежности. Надежность систем управления определяется способностью системы выполнять заданные функции с сохранением во времени установленных значений эксплуатационных показателей – безотказности, ремонтопригодности и долговечности системы.
Безотказность – способность системы сохранять работоспособность в условиях эксплуатации в течение заданного времени (цикла производства, смены, месяца, квартала, года) без вынужденных (внеплановых) перерывов. Она характеризуется наработкой на отказ отдельных функций, подсистем и системы в целом.
Ремонтопригодность характеризует приспособленность системы к предупреждению, обнаружению и устранению отказов. Этот показатель важен для систем, рассчитанных на длительное использование, с многократным восстановлением работоспособности после возможных отказов и характеризуется средним временем восстановления.
Долговечность – это свойство системы сохранять работоспособность до предельного состояния (с необходимыми перерывами для технического обслуживания и ремонта). Она определяется факторами физического и морального старения и задается сроком службы системы.
В процессе разработки, проектирования, внедрения и промышленной эксплуатации системы управления должен быть установлен и обеспечен оптимальный уровень ее надежности. Последствиями низкого уровня являются нарушения технологического режима, брак, недовыпуск целевого продукта, аварии, взрывы, а также увеличение затрат на ремонт системы.
В отдельных случаях низкий уровень надежности системы может свести ее эффективность к нулю или даже сделать отрицательной (т.е. затраты будут выше экономического эффекта). Завышение показателей надежности также приводит к увеличению затрат.Методы повышения надежности систем управления.
Основными методами повышения надежности являются резервирование, предусмотренное на стадии разработки, и качественное техническое обслуживание и ремонт на стадии эксплуатации.Различают функциональное и структурное резервирование. Первое обеспечивается введением в систему родственных взаимодополняющих функций, например аналоговой и цифровой регистрации, ручного и дистанционного управления, контроля с помощью приборов и на мониторе компьютера и т.п.
Структурное резервирование предусматривает параллельную установку устройств (контроллеров и компьютеров) при выполнении наиболее важных функций управления. Различают следующие виды структурного резервирования: автоматическое включение резервных устройств при отказе рабочих («горячее» резервирование); включение заранее смонтированного резервного устройства за счет изменения коммутационных связей («холодное» резервирование); демонтаж неисправного устройства и замена его резервным.
Сбор данных о надежности может быть возложен на прибористов и работников ремонтных служб цехов КИП. Для этой цели в журнал учета отказов заносят время, место и причину неисправности, способ ее устранения и трудовые затраты на устранение.Техническое обслуживание систем управления является основным способом поддержания показателей надежности на заданном уровне в межремонтный период.
Оно предполагает проверку по тестовым сигналам работоспособности и метрологических характеристик отдельных устройств и каналов и каналов связи; чистку устройств, наладку и замену отдельных элементов устройств; проверку работоспособности и надежности разъемных соединений, контактов и креплений проводок; модернизацию схем управления.
Ремонтные работы, проводимые на стадии технического обслуживания, называют текущим ремонтом, выполняемым для обеспечения или восстановления работоспособности средств автоматизации и состоящим в замене и(или) восстановлении отдельных частей системы.
Режимы работы асутп
В зависимости от степени участия человека в выполнении функции АСУТП различают два режима работы: автоматизированный и автоматический.Автоматизированный режим. В этом режиме оперативный технологический персонал принимает активное участие в управлении.
Возможны следующие варианты реализации этого режима.При ручном управлении технологический персонал по информации, получаемой по различным каналам о состоянии технологического объекта, принимает решения об изменении технологического режима и воздействует на процесс дистанционно из операторской с помощью ручных задатчиков или органов управления или же непосредственно, закрывая или открывая запорную арматуру.
В режиме «советчика» ЭВМ рекомендует технологическому персоналу через монитор оптимальные значения наиболее важных режимных параметров, обеспечивающих достижение цели управления. Технологический персонал на основании своего опыта и знаний анализирует полученные рекомендации, а также информацию о процессе и принимает решение о целесообразности изменения режима.
В случае принятия «совета» он вмешивается в работу технологического объекта, либо изменяя задание регулятору, либо непосредственно – как при ручном управлении. Недостатком этого режима является то, что оператору зачастую трудно проверить правильность выработанной ЭВМ рекомендации.
При диалоговом режиме технологический персонал имеет возможность получать по запросу через монитор дополнительную информацию о настоящем, прошлом и будущем процесса (например, о наличии сырья, о прогнозируемых показателях качества), и лишь после этого принимать решение о целесообразности изменения технологического режима.
Автоматический режим. Этот режим работы АСУТП предусматривает выработку и реализацию управляющих воздействий без участия человека. Реализуются следующие варианты данного режима:— супервизорное управление, когда ЭВМ автоматически изменяет уставки и(или) коэффициенты настройки локальных регуляторов.
При этом на программном уровне решаются вопросы защиты технологического объекта от опасных и неприемлемых изменений технологических параметров, в случае отказа ЭВМ управление процессом осуществляется посредством регуляторов;— непосредственное цифровое управление при котором ЭВМ реализует результаты расчетов по поиску оптимальных режимов путем воздействия на весь технологический объект.
Естественно, требования к надежности управляющей подсистемы в этом режиме резко возрастают. Она должна учитывать все возможные варианты работы технологического объекта и не допустить выход его в неустойчивую зону, в которой возможны аварийные ситуации.
Системы scada
Вообще, если отбросить академизм, то на предприятии для всех кроме асушников скада выглядит вот так:

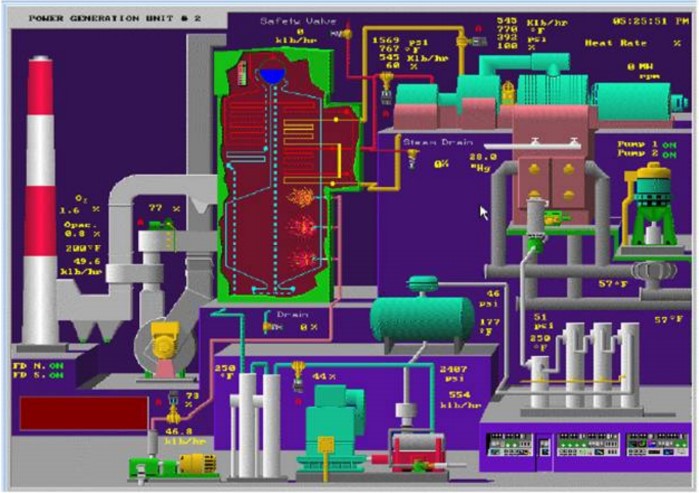
Скады неявно можно разделить на серверную и клиентскую части. Опрос полевых устройств и сбор данных производится сервером (обычно, через ПЛК), с сервера клиенты забирают эти данные к себе на монитор.
Сами по себе понятия «серверная» и «клиентская» части условны. Фактически разделение производится по лицензиям на компоненты скады, а политика лицензирования у каждого производителя своя. Вплоть до разделения на: количество обрабатываемых сигналов с поля, драйвера протоколов, количество рабочих станций, возможность создания веб-интерфейса, мобильного интерфейса, да и вообще целые куски функционала могут быть за отдельные денжеки. Чаще проще обратиться к поставщику, предоставив исходные данные по проекту, чтобы помогли с подбором лицензий.
Подразумеваются два режима функционирования: режим разработки и режим выполнения (runtime). Не обязательно эти режимы взаимоисключающи: можно редактировать проект на одном АРМе, инженерном, заливать его, он обновится на пользовательских. Это очень важно — изменять проект без простоев и отключений, потому что технологический процесс прерывать нельзя, и операторы всегда должны иметь возможность его контролировать.
В скаде создаются графические интерфейсы, настраиваются источники данных с полевых устройств, она отвечает за взаимодействие пользователя (оператора, диспетчера, технолога) с происходящим на производстве, а также за архивирование всех нужных данных в БД.
Архивирование — одна из обязательных функций, очень важно иметь возможность «вернуться назад во времени» для разбора полётов в случае чего-то непредвиденного либо для глобального анализа при медленных, длительных процессах. Например, недавно геологи попросили меня выгрузить табличкой данные по давлению нефти на скважинах за последний год.
Периодически скада складывает все собранные данные в БД. Их потом можно посмотреть в виде графиков (называем их трендами), а при необходимости, если оговорено в ТЗ на АСУТП, реализуется выгрузка в виде отчётов в эксель или ещё как-нибудь. Архивация сделана по-разному: в MS SQL; MS Access;
Особым пунктом в скадах идёт информирование оператора: текущие сообщения и аварийные. Они тоже обязательно архивируются. В общем виде сообщения делятся на текущие и важные (аварийные). Текущие прячут подальше, но журнал аварийных всегда выводится на экране оператора. К текстовым аварийным сообщениям привязываются звуковые, чтобы кто-нибудь не проспал ЧП 🙂
Состав плк
Модули бывают такие:
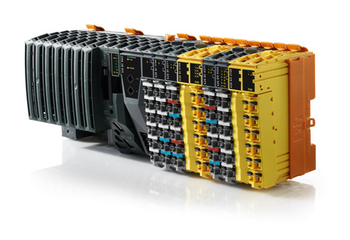
Контроллер B&R серии X20
Зачем нужен блок питания — понятно. БП сделан отдельным именно модулем, а не устройством, чтобы гарантировать совместимость с данной линейкой ПЛК. Чаще всего входное напряжение у БП 220 В переменного тока, выходное — 24 В постоянного тока.
Процессорный модуль — это голова ПЛК. Внутри у него, само собой, ЦПУ, ОЗУ и ПЗУ, сервисный порт для прошивки и, возможно, коммуникационный порт (ethernet, RS232/422/485, Profibus, etc). Иногда коммуникационный порт используется и как сервисный. Иногда на модуле есть переключатель (у Allen Bradley ещё круче — там натуральный ключ с замочной скважиной)

Контроллер Allen Bradley серии CompactLogix
Дискретные и аналоговые модули обрабатывают соответствующие сигналы. Входные модули принимают эти сигналы с поля, выходные — формируют их.
Дискретный сигнал — это обычно напряжение цепи 24 вольта. Есть 24 — это «1», нет — «0». Бывают модули на 220В, есть модули с проверкой целостности цепи. Дискретные сигналы, приходящие с поля, могут информировать, например, о состоянии насоса включен/выключен.
Модули I/O одного типа могут быть объединены: например, один модуль с 16 дискретными входами и 16 дискретными выходами.
Аналоговые входные сигналы — это приходят показания с датчиков. Здесь чаще всего используется токовая петля 4-20 мА, в соотетствие которой ставятся пределы измерения датчика. Начинается от 4 мА для диагностирования обрыва цепи (если меньше 4 мА, значит где-то что-то не в порядке с проводкой).
Рассмотрим на примере уровня жидкости в резервуаре. Стоит уровнемер, он измеряет уровень от 0 до 2 метров. Тогда: уровень 0 метров — это 4 мА, уровень 2 метра — это 20 мА. Промежуточные значения калибруются по ситуации, не всегда 1 метр соответствует 4 (20-4)/2=12 мА, может быть небольшая погрешность, уровень в 1 метр может быть какие-нибудь 12,7553 мА.
Аналоговые выходные — то же, только на управление. Не встречал чтобы использовалось, т.к. всегда существуют наводки. В измерении это допустимая погрешность, в управлении — нет. Да и неудобно это. Вместо них используется цифровая передача данных по различным протоколам через коммуникационные модули.
Температурные модули замеряют сопротивление в цепи либо термо-ЭДС. Если на них подключаются термометры сопротивления — при нагревании металла его сопротивление, по законам физики, повышается, соответственно определяется температура. Если подключается термопара (два спаянных проводника из разных металлов, при нагревании стыка возникает разность потенциалов между другими концами), замеряется напряжение.
Интерфейсные (или коммуникационные) модули предоставляют нам порты под RJ45, DB9, DB15, просто клеммники или что ещё бог производителю на душу положит. Помимо реализации непосредственно интерфейса (физического разъёма под коннектор, физического уровня модели OSI) они также реализуют протокол обмена через этот разъём.
Техническое обеспечение систем управления.
Структура персональных ЭВМ. В базовый комплект ПЭВМ входят системный блок, устройство для хранения информации на внешних магнитных носителях, дисплей (монитор), клавиатура, печатающее устройство (принтер).Основой конструкции ПЭВМ является системный блок, в состав которого входят микропроцессор (арифметико-логическое устройство и устройство управления); оперативное запоминающее устройство, постоянное запоминающее устройство и источник питания.
Микропроцессор, осуществляет все необходимые операции по обработке информации и координирует работу всех узлов ПЭВМ. Для связи процессора с внешними устройствами, входящими в состав компьютера, в системном блоке имеется ряд адаптерных (интерфейсных) плат, например, адаптер дисплея, адаптер накопителя на магнитных дисках и т.п.
Специальные адаптерные платы служат для связи с другими ЭВМ. Тип адаптерных плат, необходимых для конкретной вычислительной машины, зависит от того, для каких целей применяют ПЭВМ и какие внешние устройства используются.Клавиатура ПЭВМ является главным средством взаимодействия человека с машиной.
С ее помощью пользователь вводит в ПЭВМ исходные данные, дает команды машине на выполнение различных действий, вводит программы в оперативную память машины. Клавиатура ПЭВМ сходна со стандартной клавиатурой обычной пишущей машинки. Однако имеется и ряд особенностей в связи с тем, что клавиатура насчитывает 92 клавиши, объединенные в группы.
Клавиши, относящиеся к одной группе, располагаются в одном месте. Центральное положение занимает самая многочисленная группа клавиш стандартной клавиатуры пишущей машинки. В крайней правой группе скомпонованы клавиши, служащие для двух целей: во-первых, они могут выполнять роль цифровой клавиатуры; во-вторых, с их помощью можно управлять положением курсора на экране.
Верхнюю группу образуют клавиши, называемые функциональными или программируемыми; их назначение может меняться программным способом.Наряду с клавиатурой основным средством взаимодействия пользователя с ПЭВМ является дисплей (монитор). С его помощью технологический персонал оперативно получает интересующую его информацию о состоянии объекта управления и (или) системы управления, причем в самом распространенном режиме – диалоговом, т.е. в режиме «вопрос-ответ».
На дисплей, например, можно вызвать: мнемоническое изображение технологического объекта и его отдельных участков с указанием текущих и заданных значений параметров, а также рассогласования между ними; таблицу значений определенной, технологически связанной группы параметров, причем строки этой таблицы могут содержать значения разных параметров в один и тот же момент времени, а столбцы – значения одного параметра в разные моменты времени; фрагмент представления обзорной информации по технологическому участку; изменения отдельных параметров; изменение отдельных параметров за заданный оператором промежуток времени, причем можно запросить и прогнозируемые значения параметров; технико-экономические показатели, а также показатели качества на текущий момент времени и усредненные (за час, смену, сутки, месяц); нарушения технологических режимов и время, когда они произошли; сменный рапорт; общую сводку работы бригад с начала месяца.
Для постоянного хранения информации в ПЭВМ используют накопители на гибких и жестких магнитных дисках. Наиболее распространен гибкий диск (дискета) диаметром 3.5», покрытый магнитной пленкой и помещенный в твердый пластмассовый пакет для защиты от механических повреждений.
Емкость (объем памяти) таких дисков составляет 1.44 Мбайта. Накопители на жестких магнитных дисках типа «винчестер» обладают гораздо большими объемами памяти (до 100 Гбайт), так как металлический диск позволяет значительно увеличить плотность записи и скорость вращения диска при считывании.
Принтер служит для вывода сообщений и результатов расчетов на бумагу. Наиболее часто используют матричные принтеры. В них изображения отдельных знаков строятся на матрице размером 9×9, отдельные точки которых формируются ударами через красящую ленту тончайших стержней.
Печатающая головка со стержнями движется в горизонтальном направлении; знаки могут печататься как при прямом, так и при обратном ходе. По команде оперативного персонала могут быть отпечатаны мгновенные текущие значения режимных параметров, их позиции на технологической схеме, регламентные значения и отклонения текущих значений от регламентных; составы материальных потоков и другая информация
Выводы
Таким образом, заражение станции оператора вирусом маловероятно, но даже если это произошло, то никакой явной угрозы безопасности это не представляет. Конечно, бывают случаи, когда операторы, обходят запреты и ухитряются установить на свои станции игры и выйти в интернет, но это быстро пресекается лишением премий и другими административными методами.
Если же предположить, что существует специализированный вирус, который знает особенности функционирования систем, и сможет гипотетически управлять технологическим процессом, вызывая тем самым негативные последствия, то в любом случае, при возникновении аварийной ситуации отработает система ПАЗ (которая не управляется со станций операторов) и переведет производство в безопасное состояние.
Да, это будут миллионные убытки предприятию (останов производства), но в любом случае не техногенная катастрофа. Если говорить о вероятности заражения вирусом инженерной станции ПАЗ, то это, во-первых, должен быть супер интеллектуальный вирус, который сам перепрограммирует ПЛК, причем именно так, чтобы тот отказал в необходимый момент, во-вторых, инженеры ПАЗ, должны быть совершенно безголовые и рыть яму сами себе.
Конечно, это не все факторы, которые делают заражением станции инженера ПАЗ маловероятным событием, могу привести еще несколько: постоянные сверки версии программ загруженных в ПЛК, постоянный контроль помещения с инженерными станциями, ну и конечно же, пароль, установленный на сам проект системы ПАЗ.
В итоге хочется сказать, что безопасности современных АСУ ТП, конечно, угрожают вирусы и прочие высокотехнологичные проблемы, такие как уход станций оператора в банальный BSOD, но они не так критичны как многие хотят это представить. Надо помнить, что за безопасностью следят системы ПАЗ, к конфигурированию которых подходят со всей осторожностью и ответственностью.
С удовольствием отвечу на вопросы, если они возникнут.
UPD. Возможный сценарий атаки на SCADA систему аргументировано описал makran, которому, кстати, спасибо за инвайт.
Удачи!

